A rebuilt head, adapter plate, inlet nozzle, and gaskets have been waiting in my vehicle for the e mail telling me to bring them down which I received this morning. Round one is to determine baseline flow in stock form so that improvement can be documented and it seems odd to me that there is no evidence of this ever being done before. The estimates I have are 165 170 CFM @ 28 DP .
Personally I agree with those who have told me they think the only lump of potential benefit would be on the back wall but they also remind me the flow bench is very good at shooting down theories and providing surprises at what does end up best. If anyone has any suggestions or theories about a lump of some form between the throat and bowls I am willing to have it tested and provide feedback/credit for it. Recently I read that this board is for sharing thoughts and ideas but am beginning to have doubts that very many actually feel that way. Thanks for any input.
Curt,
Good job you are taking on! I have also looked at one of those heads, cut up at a friends house. That T shaped throat did not look good for flow. I'd be surprised if you saw the 165-170 as is.
As shown in your other pics, there is certainly plenty of meat to be removed, with the walls being nearly .250 thick.
I like the idea of the the rear wall bump, maybe make it a ridge from top to bottom at the top of T. Maybe extend it out upto 3/4 of a inch. Also port the inside radius of the T to help the port.
Tom
i think there are many who read this forum for the exchange of ideas and the attempts to see what works and what doesn't. i hope that you will not be discouraged by the occasional displays of anger and pride that happen in some of the exchanges. i hope that you will continue to report on your work with the older cylinder heads. i can hope to learn and profit from the information you provide.
All of us need to think carefully about what we write before we write it on this forum. We cannot see one another's faces or hear the voices of others -- all we have are words on the screen, and our ability to read and interpret what is meant. We do well always to give one another "the benefit of the doubt." Sometimes a private message can lead to clarification of a disputed point before it becomes publicly contentious. In any case we should always be "quick to listen," and listen carefully, and then be "slow to speak," choosing our words carefully. If we doubt someone's proposals or conclusions, there are better ways to settle such issues than insults and innuendo. Good data, critically derived and evaluated, will settle most of our arguments and help us build better engines, which is what we really want to do.
Curt, will you please keep on keepin' on with your work, and will you please report it here and in The 12-Port News? "Inquiring minds want to know."
If you are interested in testing a GMC head in this way, i may be able to help with that.
God's Peace to you.
d
Inliner #1450
Curt, when I originally started my projects with the Stovebolt and GMC head porting and testing. I found that the rocker shaft issue needs to be addressed, I needed to make a fixture to take the place of the existing rocker shaft to be able to position an indicator over any given valve in the correct orientation to be able to measure how far you open it to teat the flow. Since the GMC head has valves that are at the same angle(intake and exhaust the same), its not that difficult to fashion something to position the indidcator in this manner, but the Stovebolt head has valve angles very different, one to another, so making an adjustable fixture that not only can move side to side, but also change the angles front to back is also necessary. So, you might have to contend with this type of little snags along the way as well. By far the GMC head has far more breathing capability than the Stovebolt has, but each can be enhanced considerably more. I guess I need to get back on these projects myself so we can try different things to see what best helps these heads the most and what will be the most beneficial modifications to make. I have started the GMC head first because it is easier to deal with the indicator issue. I keep everyone posted. Thanks
Thanks for the encouragement and suggestions. Some days the learning curve on this project are a bit steep but now I know:
1. Data increments will be .050 apart up to .5
2. Rocker stand holes are usable only needing a 3/8nc X 5/16nf adapter.
3. Special springs are used for flow testing so I should have left those off.
4. The rubber gasket needs to be the full size of the adapter plate. (shaped like head gasket)
5. I now have seen what a flow curve is and where we want to bend it based on the use parameters. I put more emphasis on grunt/mid than higher RPM.
6. That box of old intake valves will be useful for testing different seat geometry to detect the sweet spot.
7. I can go ahead and prepare a head with incremental improvements across the 6 ports and worry about refining shape later.
His first impression having a whole head in hand is that my hope of retaining the stock alignment ring will be where things would get held back. It looks like new, larger, alignment rings and matching steps in the head and intake will be needed to get full benefit. I should have numbers early in the new year and besides CFM should be able to definitively answer issues of intake vs. exhaust efficiency as well as if shortened, tapered guides make a noticeable difference. He must also have some fancy gizmo to articulate the opening device and Ill try to get a picture of him in the act when it happens.
Hey Curt - WAY TO GO!!!! School us on this head - it is long overdue. Good for you.
Curt, et al.,
I may have been the one that provided the 165-170 SCFM (at 28 " H2O, 0.500" lift). That estimate is based on information that a respected Inliner has told me, and semi-confirmed by a moderately-optimistic flow vs pressure drop analysis for the 235 head. Using a more pessimistic (but still defensible) analysis after looking at Curt's great photos, I can also predict a flow of 145 SCFM (at 28 " H2O, 0.500" lift). The flow path through the 848 head is not simple, with a tee and two 90-degree turns. That is why we need flow benches and CFD if we want real information. Also, the dynamic flow pattern is influence by the firing order, as cylinders 3 and 4 see a different valve timing than do 1-2 and 5-6.
If anyone would like to look at the Excel spreadsheet that I am using to calculate the flow numbers I could provide it in a PM.
I have not yet tried to analyze the exhaust flow. If I have nothing better to do I will attack it this weekend.
I hope that Curt gets the recognition he deserves for his work. It merits an article in the 12Port News, at least.
Thanks again to everyone especially those I have been pestering over the last months. I sent over the HRM/McGurk articles as well as the Webrodder head installment to provide some background on what we are working on and noted that the cutting tools/process were nearly identical 50 years later which is why I thought this deserved some attention. Realizing we are working on first generation corvette hop up and not just an old truck head got him more curious and he put it up last night for a trial run. Rough maximum flow showed 160 on the intake and 100 for the exhaust @ 28drop. This is a 58-62 848 head and not an end exhaust port but one of the siamesed ones.
I have located a loaner new repop offy dual intake with a pair of sae 3 Rochester Bs on it for test purposes which is similar to my setup so that end is covered. I wonder how much improvement can be gained by the usual method of hand grinding/smoothing on the exhaust or will machine work be needed there to keep up with inbound improvement? Handwork is something I wanted to minimize if not eliminate entirely. Since I cut up all my improvements Id better get back to work and get something ready. Hoyt when you get a chance I would like the spreadsheet.
Curt B
Kurt please stay with this. It's long overdue and I think very interesting since these are the inlines I'm interested in. A lot of people have a lot of good experence with thier cominations' but your getting facts and as I see it your saying "these are the numbers with this comanation". I don't hear you saying this is the ONLY WAY. Just my opinion. I have always felt there is usually more than one way to accomplish most things with simular results. 1 OL REDNECK
Thanks Curt for the cutaways and your work on this. Im watching and really looking forward to seeing your numbers and inprovements in the valves and ports.
Forgive me for being obtuse, but with the limits of the 3 port head, wouldn't it make more sense to hang a blower on one instead? I understand, and applaud the efforts of trying to eeek out as much power as possible with a porting tool, butis it really worth it? Just asking...
...dawg
Dawg, I think the main purpose of this exercise is to see how applying 21st century technology to these heads can benefit, compared to the old standard 1950's California Bill porting techniques. Since the 1950's is the last time anyone seriously looked at these heads and engines from the performance standpoint, it is interesting to see how much more the 21st century spin can take it to a much higher level. Flowbenches didn't even come on the scene until the early 70's, so the techniques they used back in the 50's didn't really have any data for trying to maximize camshaft lifts or durations with, whereas today you can.
Curt, A lot of us have been running these engines for a long time on the information that was cutting edge 50 years ago. Thank you for taking us along for the next phase. So much has been learned since these engines have been given a good look. I'm listening.
Dawg, I forgive you.
Beater
It would be interesting to set one head up with a set of sacrificial valves installed, open to the max lift of your particular cam spec/rocker ratio, and run it on an extrude hone for awhile. Just to see if it would be in the ballpark of the hand ported head's flow numbers...
Dear Dawg;
Here again; Check with Patrick's
on their results etc.
They've been doing them for years.
Good luck.
Forgive me for being obtuse, but with the limits of the 3 port head, wouldn't it make more sense to hang a blower on one instead? I understand, and applaud the efforts of trying to eeek out as much power as possible with a porting tool, butis it really worth it? Just asking...
...dawg
Defining what these limitations are and what can be done about them is what interests me and finding someone with a flowbench willing to evaluate it has made for some interesting learning.
Heres a new years update:
I dropped off a head with the following intake modifications as well as 1 polished/enlarged exhaust port for testing:
Manifold side opened to 1.44 (cylinders 1,2,3,4,5,6)
Guide tapered 5 degrees (cylinders 1,2,4,6)
Bowl opened to 1.57 max. (cylinders 1,2,3,4)
Bowl flared to seat 1.57 to 1.63 (cylinders 2,3,4)
Short side radius changed from 1/8 to 3/4 (cylinders 3,4)
Roof blended to remove guide boss (cylinder 4)
The modifications were visually inspected while I was there and his concern was that the poor intake/exhaust flow ratio is only going to get worse with intake improvements and the exhaust needs help for real gains. I reworked one exhaust port by hand pushing the roof up 1/16 and polishing smooth so difference there will be documented but is not expected to make a huge improvement. Facing off whatever reasonably possible to reduce chamber volume and then generating an improved radius everywhere the combustion chamber overhangs the cylinder has been suggested as well as some unshrouding in the tight corner behind the exhaust valve by means of a radius divot. With the exhaust valve positioned deep in the head it will allow for a cam of longer duration to overcome what is lacking and now I understand why the dual pattern cam was going in the right direction. He showed me his cam design software, grinder, and collection of masters and does custom cams regularly so more options are available to explore.
Since then I milled .072from the deck surface on another head which fully removed the depressed area of the chamber between the valves. After this the intake valve was sticking up .030 on what I believe to be an original and not reground valve but with a head that has been reseated at least once (.015?) so zero decking should still be possible. When I mentioned recessing the valve the same amount of the facing he looked at me strange and said he would never do that as it discards compression and would correct it by shimming or replacing rocker stands or custom length pushrods. In a few weeks I should have some more numbers and chamber toolpath for testing.
Dear Dawg;
Well; sounds like you have "done your
homework" so far and well underway.
Your 'having fun' right?? So It's
worth every bit.
Good luck
flow should be considerd more from the cylinder shouding effect, than the inherant ill design of the ports, if you can't exhaust more than you intake, you'll never get ANYTHING done?...
after all, it's just an airpump aint it?...
Dawg, the reason why Inliners is the top inline forum is because there are many innovators and motivators on here. Back in the 1950's, they were able to get over 225 HP out of the 235's using antiquated techniques by todays standards. They didn't even know what a flowbench was back then. So today, 60 years later, applying current technology to these engines is only going to raise the bar and performance level on these engines for the next several generations of enthusiasts to enjoy and be challenged with trying to raise the stakes even higher. Its a never ending cycle, we are always trying to reach a higher level of performance with any means we have....thats what hot rodding is all about. Is it practical to do it to this extreme. Since no one has ever done it yet, we wont know until someone does....Im sure in 1950, they didn't think that anyone would ever be able to get 700 HP out a Flathead Ford and go over 300 MPH with it at Bonneville either. You dont know till you try....
These engines can go far with modern technology. But to clarify, that flat head engine was blown and had over a 100K invested after the Landy's were done building it for Ron Main and there wasnt much of the original flat head engine left either.
There have been other Ardun headed flat heads and and a GMC 302 that have also gone over 300 at Bonneville and a handful of others over 200.
Yeah, money always helps too....
Dear Dawg;
That's right & a good way to view it.
Were all eager to see the results too.
Good luck.
Why does'nt someone just build a 12 port cross flow head? there has to be an example available somewhere to copy, right? Take a Wayne head and trick it to the nines, and then digitalize it, and build some. You could get it casted outside of the country if you had to. Heck they do everything else that way now. I can't believe you could'nt sell every one you could build?...
I still am anxious to see the numbers on the 3 port experiment...
Dawg, im sure Curt and several others of us here have the capability to produce a head like that, it still will take considerable money/time to make the patterns to be able to do any casting prototypes. You would want to do some thorough testing with a prototype before you went full tilt into production, just to make sure you didn't have any flaws or problems that would show itself. You would hate to cast and machine 50+ heads, and then have to refund money because of defects you didn't catch because you didn't test the design.
Dawg -
I've already done the 12 Port billet head for a GMC to the tune of about $5,000. After someone spent that and spent about $50,000 to have a decent set of patterns made plus the cost of casting, shipping, and final machine work, how many heads would you have to sell to recover your investment?
Nick Arias and some others have tried it and have not been very successful at selling enough to cover their costs.
I admire Curt for trying to improve on the production Chevy head as some people have recently been successful running a 261 -i.e. - Mark Miller at Bonneville. Also, Bob Duggan from Denver with a mildly ported aspirated 261 Nova drag car (low 14's at 6,000 feet altitude).
Bob
there was a local circle track racer that welded two V8 heads togther to run on a 292, it was a bit of a hack job, but it ran like the wind...
With the exhaust valve sitting off to the side at that angle (very restrictive) along with the intake port being limited to about 1 5/8th inch in diameter the port velocities are simply too high to make serious horsepower. I'm not saying we've topped out on making power but we are in the last few percentage points. I am really looking forward to seeing what can be done.
Cant wait for your numbers. This is getting exciting. Your short side radius and bowl mods sound like about what Ive been doing with my heads. I think your dead on with your cam comments. I think that will be the key to making it all come together.
Dear Bob;
What ever happened to that group
in Penta Luma, Ca.??
They (3) had the Wayne Mfg Co.
back in business for a while and
cast/machined a bunch too, along
with all the accessories, except
for the Rockers.
-----
Used to be 41 Buick, but they were
going to make modern ones etc.
-----
Then (somehow) it all "went south"??
Anyone know anything recernt. I've
away for a couple of years.
Thanks.
I have been given a verbal evaluation on the intake side which I hope I am relaying accurately:
The entire port is basically a short side turn with the first one encountered being the sides which flare out 90 degrees. As lift increases the charge fails to navigate this turn and bounces off the back wall. With a divider in place (several forms tried) the charge is diverted but only toward another wall and only at high lift. Without a raised floor and roof or other downward bias theres too much disorganization rendering bowl, roof, and guide improvements negligible so that first turn really pollutes direction and is basically the deal killer.
With the openings on the manifold being of sufficient size to support the valve being used plunging in with a reamer/etc. likely causes more harm than good by aggravating the ports worst feature at the sides where it opens. The possibility of boring to insert a sleeve with back to back D shaped ports was examined but there is not enough space to make that a workable solution as the direction change required cant be met. A reasonable attempt (by hand) at radius improvement on the sides where it flares out may show some positive benefit and will be investigated. A lump on the floor at the opening was tried as well as side bulges to alter the turn some all with no noticeable benefit.
As many sources will say the most important areas regarding flow are those in the last half inch of distance in each direction from the valve seat and this case appears no different. Im told the approach angles are less than ideal and cant be improved as the material is simply not there however trying a bigger valve may allow for improving the approach/depart geometry and unshrouding so that is where the focus will be from here. Im told there can be a very fine line between a throat that is just right and one that is too big so small incremental changes near the seat is where most gain is expected. Another item of note was that flow just gave up at lifts above about .350 so further investigation on camshaft design is warranted. I dont have graphs yet but unfortunately so far theres nothing much good to see.
Dawg -
I've already done the 12 Port billet head for a GMC to the tune of about $5,000. After someone spent that and spent about $50,000 to have a decent set of patterns made plus the cost of casting, shipping, and final machine work, how many heads would you have to sell to recover your investment?
Nick Arias and some others have tried it and have not been very successful at selling enough to cover their costs.
I admire Curt for trying to improve on the production Chevy head as some people have recently been successful running a 261 -i.e. - Mark Miller at Bonneville. Also, Bob Duggan from Denver with a mildly ported aspirated 261 Nova drag car (low 14's at 6,000 feet altitude).
Bob
I think it might work, but the group in California screwed enough people that it is unlikely that many would put that kind of money down until they actually saw some product in front of them. I had a head ordered at the time Arias sold to Zaillian. so I got stuck in the middle. No way would Zaillian get my money until I saw some parts in front of me and some spares in the background - I'm just saying....
So you had a busy Friday night. So work on the sides of the ports at the first radius and bowl unshrouding is about the only option? Will a undercut valvestem help a little? its in that critical last inch to the seat. I wsa hoping some sort of devider or lumps were going to be a break through. Whats next? Mabey that crazy old homade head on E-Bay a while ago wasnt such a strech. It did get rid of one corner.
You have the same problems as the Harley motor(only worse). The through the top of the head design starts to make sense, as it starts to get SOMETHING that resembles an attempt at a straighter shot. I wish there was a newer head,from a diferent inline, perhaps even with overhead cam(s) that could be cut into sections and then welded back together. The limitations of the three port, make a superchager start to look pretty good?...
I think it might work, but the group in California screwed enough people that it is unlikely that many would put that kind of money down until they actually saw some product in front of them. I had a head ordered at the time Arias sold to Zaillian. so I got stuck in the middle. No way would Zaillian get my money until I saw some parts in front of me and some spares in the background - I'm just saying....[/quote]
Tom -
I've been fortunate enough to spend considerable time with Nick Arias. I have been unfortunate enough to also spend some time with Nick Zallian. Arias spent alot of time and money producing the cylinder head and accessories with promises from alot of people wishing to purchase them. That never occurred.
The next problem, Zallian took money for parts that were never delivered. It wasn't just customers, but also people involved in production that suffered losses. It was a very bad scenario for the inline community and I feel sorry for the people who got taken advantage of.
I would like to think that this would work, but realistically, I believe the cost of the cylinder head, rocker arm assembly, induction system, and exhaust would be more than the majority of interested people would be willing to spend. If you had one ordered, how much would the total have been?
Bob
Those guys came to one of our first chapter meetings with a pile of neat looking stuff. At least one of our guys was screwed out of several thousand $$$. They better not ever come back to Nevada. They'll get a "free mine tour." Beater
Bob,
The short answer to your question is that Nick Arias and I had a deal for $10,000 for a "crate 302" to include his 12 port head and ready to go for the street. I put money down and has shipped a box of parts for the build. Nick was GREAT to work with. Before we had the deal done, he had sold that part of Arias Industires to Zallian. Nick Arias told me he would help me finish the 302 with Zallian. After about 2 phone calls with Zallian, I contacted Nick Arias again and he got me a refund. I just had an uneasy feeling about the whole deal and I listened to my instincts.
Nick Arias was fabulous to work with. The other day I came across some old correspondences from him over this deal and I wish I had been 6 months ahead - I might have had an Arias 12 port head in my car today.
I would still do it today if I could work with Nick Arias. But I wont do business with that other chump for the way he treated me.
so who has the cores now?...
what if you just carved the plugs out of wood, and sent them to the castor?...
or melt down a few beer cans and pour it yourself, in the backyard, how come everything has to cost so much?...
The thing I cant understand is why there is not enough interest. The model A guys are serious about their speed stuff. I am a "lurker" on the Secrets of Speed Society. Those guys get it. I cant believe what is available for Model A's - and those guys buy it. its all comparable to our 12 port offerings, but we cant seem to get the job done.
Why is that???
Dawg, its hard to think of carved wood being a precision part. But in patternmaking its a pretty precise ordeal. The actual patterns and core pieces themself are in fact larger by some percentage, than the part it will make. So a lot of time and cost goes into making the patterns. For a part to be made or cast in aluminum, the patterns are about 2% larger than what the finished part will be. This is called the "shrink allowance". You also have to add extra thickness for areas that will be machined. When the molten aluminum is poured in to the molds and cores,its around 1350°F, and as with all things when it is hot, it expands, so an allowance has to be made for that. All the features of the part to be cast have to be enlarged by the shrink allowance factor, in order to compensate for the thermal expansion process. For a cylinder head for example, you have to make a negative core for all the intake and exhaust ports, and a negative cavity for the water jacket, and the exterior features of the head as well. Then the combustion chamber side of the head and the valve cover area,plus a way for all these individual cores to interconnect and make the complete core box. You can easily end up with close to 20 seperate core pieces just to make one head. You should also make a pattern master, because the actual parts you use in the sand and core box don't last long, because the sand is very abrasive and wears it out quickly. So its a little more involved, and the more attention to detail you put into it the pattern, the better the part will turn out, but the more costs you add to the patterns.
Tom, I think that if it came down to it,and a 235 style 12 port head was actually available, it might open up some eyes and get a lot of interest started. But with nothing existing yet, its more difficult for people to picture the possibility of it happening I guess, and they seem to be nonchalant about it. I think there has always been a bigger demand for the 12 port GMC stuff compared to the Stovebolts, 3 different companies make them for the GMC today. Plus after the Zaillian fiasco, im sure a lot of folks are gun shy about buying something that isn't on the shelf.
Scott, I think you are right to a degree. but Arias promoted the hell out of it for a few years and had less than 10 takers. And he is a guy with some experience behind him. thats all I'm saying - he did his job and it never sold. I cant figure out why. the Model A stuff is still selling.
I'd buy one
so the only solution is to yank out the ol 235 and drop a GMC in there?...
Wow, that is strange Tom.
Dawg, its hard to think of carved wood being a precision part. But in patternmaking its a pretty precise ordeal. The actual patterns and core pieces themself are in fact larger by some percentage, than the part it will make. So a lot of time and cost goes into making the patterns. For a part to be made or cast in aluminum, the patterns are about 2% larger than what the finished part will be. This is called the "shrink allowance". You also have to add extra thickness for areas that will be machined. When the molten aluminum is poured in to the molds and cores,its around 1350°F, and as with all things when it is hot, it expands, so an allowance has to be made for that. All the features of the part to be cast have to be enlarged by the shrink allowance factor, in order to compensate for the thermal expansion process. For a cylinder head for example, you have to make a negative core for all the intake and exhaust ports, and a negative cavity for the water jacket, and the exterior features of the head as well. Then the combustion chamber side of the head and the valve cover area,plus a way for all these individual cores to interconnect and make the complete core box. You can easily end up with close to 20 seperate core pieces just to make one head. You should also make a pattern master, because the actual parts you use in the sand and core box don't last long, because the sand is very abrasive and wears it out quickly. So its a little more involved, and the more attention to detail you put into it the pattern, the better the part will turn out, but the more costs you add to the patterns.
Clearly you have spelled out why the casting method wont go anywhere however recent technology with aluminum laminating might make a 3 section cross flow machined head economically possible and I am looking into it. Then again I cant see many guys wanting a $3000.00 head.
I enjoy following this thread and keep wondering at what point the 4 main bearings in this engine would become a detrimental factor, with optimized head flow and increasing rpm, especially with a 12-port head ?
I read a while ago, from racers of these engines, back in the day, how they kept replacing the bearings all the time on these early inline 6s, built for all out racing.
Road Runner, I guess you have to look at newer technology to try to determine how to better improve the reliability of these vintage engines. The Flathead Ford guys have made billet main caps and main girdles for their 3 main engines, so maybe these type of mods are in order when you start pushing the limits of these engines as well. Plus, im sure starting with a full flow oil style block is a good benefit also.
Back in the day, they ran huge clearances to cope with the RPM and oil quality. You have to remember these engines have forged steel cranks with a journal diameter of 2.7 on the mains and 2.3 on the rods. Roughly the same as a big block Chevy (bigger on the rods!). Some folks do run BBC 4-bolt main caps. Harmonics are the killer of all sixes. If you can't dampen them, run above or below their ranges. There are Wayne 12 ports out there, you just have to find them. Charlie Yapp gets $3,650 plus shipping for a Riley Model A head, worth every penny if it makes you happy.
so, why dump the savings account on a motor that won't get it done in the first place, after all, isn't that what everyone here is saying?...
so, why dump the savings account on a motor that won't get it done in the first place, after all, isn't that what everyone here is saying?...
nope - saying it can be done, but why isnt it now?
Tom, I think part of the problem has always been that with the with the Ford 4 banger guys there is only one basic engine. With us there are are at least 3 different heads needed to cover the old & new Chevys and the GMC. I don't think any one of them would have enough supporters to pay the bills. I also doubt the depth of commitment of many GM 6 guys. Many run them because they were already in there and they sound so cute. Not us though!

Tom
I enjoy following this thread and keep wondering at what point the 4 main bearings in this engine would become a detrimental factor, with optimized head flow and increasing rpm, especially with a 12-port head ?
I read a while ago, from racers of these engines, back in the day, how they kept replacing the bearings all the time on these early inline 6s, built for all out racing.
Roadrunner -
My partner, Jerry Hall and I started racing GMC's in the 60's. Bearing problems have never been an issue. We are currently running two 302 powered dragsters. In the past 15 years we have incurred no rod bearing or main bearing problems (hundreds of runs)`.
We have run 7.79 at 170 mph with our 12 port car and 8.28 at 160 mph with our Kirby lump port head car in Denver at over 8,000 feet corrected altitude. The 12 port engine runs over 7,000 rpm consistently (sometimes with a little nitro). The only lower end change in over 45 years has been longer, lighter weight aluminum rods and a Fluid Dampner.
As Armond stated I feel harmonics is the biggest problem in any of these engines. We run stock main bearing caps with a support on the 2 centers and huge clearances - then and now.
My personal opinion is the connecting rods are the weakest part of the 261 engine. I feel with a good set of rods and a good balancer - the lower end will handle all the power you can make. Sometimes new technology isn't always better.
Bob
I also doubt the depth of commitment of many GM 6 guys. Many run them because they were already in there and they sound so cute. Tom
Beater -
I think most of us need to be committed for what we do - especially myself. But they do sound cute!

Bob
so, why dump the savings account on a motor that won't get it done in the first place, after all, isn't that what everyone here is saying?...
Dawg -
What's your definition of getting it done? An 848 head on a 261 may not make the power of a 12 port 292. If everyone wanted the same thing we wouldn't need nearly as many parts. Go for it Curt!
Bob
We race these engines because we love em! Many classes demand a stock head or block. Wringing more speed out of the same engines our forefathers used in the same basic class they ran in has a taste like no other. To best a speed in a vintage class means literally to best every person who has ever raised the bar in that class since it's inception back in the 40's. Every problem we have discussed here must be overcome. If you look at the vintage records, you will see most of them are quite respectable, LSR or Drag. You can't go down to the local speed shop and buy the latest trick part and expect to succeed, you design and make it. Vintage racing has the greatest challenge because all these problems and for me and many others, the greatest rewards.
Tom, I think part of the problem has always been that with the with the Ford 4 banger guys there is only one basic engine. With us there are are at least 3 different heads needed to cover the old & new Chevys and the GMC. I don't think any one of them would have enough supporters to pay the bills. I also doubt the depth of commitment of many GM 6 guys. Many run them because they were already in there and they sound so cute. Not us though!
Tom
Too many Toms on the board!!!
True, there are a lot of head designs, but it seems that the most used one is the 54-62 235/261 head. i would think if one were to sell, that one would.
Thats the 18 bolt design. The blocks that use these heads also have the better oiling system in them also. So it probably is the more desirable one to have for performance use.
I know alot of guys that drop more the 5 grand on a set of small block heads, I would spend that on a 12 port head for my 235...
I received my latest secrets of speed issue this week. There are 3 aftermarket heads available for Model A's. The basic performance flathead is $550. The Riley 2 port for $3600 and a Roof Cyclone 4 port for $3700. They claim to have sold 700 Rileys.
I would assume that our 235/261 casting would run in the $5000-6000 range because its the way it is. But damn, those model A guys show up.
I think a 12 port on a 235 would be the cats a$$
That guy over at Classic Inlines can sell his small Ford 6 aluminum heads for $1300-$1400 bucks....surely someone could do the same with the Stovebolts and GMC's.
Too many Toms on the board!!!
True, there are a lot of head designs, but it seems that the most used one is the 54-62 235/261 head. i would think if one were to sell, that one would. [/quote]
There's a lot of Dicks here too but not many Harrys.

Sorry I can't help it. Beater
So has anyone looked at the bolt circle and spacing from any modern engines for comparison? I.E. why couldn't you cut some pieces and weld them all back together? Even if it was something forien made like a BMW, or Jag,or Mercedes?...
Thats a whole other topic. Thats been discussed for decades, and it was even thought at one time the Toyota Landcruiser engine was the same one, but it isn't. The bolt pattern and bore spacing on the Stovebolts is so unique, it would definately take a lot of ingenuity to pull it off. Most of the european stuff is all overhead cam, so that isn't going to be practical, you are just going to create a lot more stuff to fab and engineer to make that work. The bores on the Stovebolt are not equidistant between each other, so that is going to be more challenging, than if they were equally spaced apart.
I received my latest secrets of speed issue this week. There are 3 aftermarket heads available for Model A's. The basic performance flathead is $550. The Riley 2 port for $3600 and a Roof Cyclone 4 port for $3700. They claim to have sold 700 Rileys.
I would assume that our 235/261 casting would run in the $5000-6000 range because its the way it is. But damn, those model A guys show up.
I think a 12 port on a 235 would be the cats a$$
Yeah, that would be nice, wouldn't it?
Every time I find a 12 port head for either the Jimmy or the Chevy (either in print or in conversation) it's a $7K entry fee into that club, minimum. That's not always including all the stuff to make it run that you would need (intake, rockers, exhaust, etc).

But I chalk it up to "the price of cool".
One of our local Model A clubs meets once a month in the church parking lot in back of my garage, and there are usually about fifty people attending. According to the latest Inliners' roster there are about four official Inliners in the St. Louis area, and only two them have a 235-261. We just do not seem to have the critical mass to support support a new 12-port head manufacturer. Do we know how many firm orders the Wayne Manufacturing Co. received for their heads? How many were actually delivered? I was also one one of those with an unfortunate outcome. However, I would probably line up again, this time with a little more caution.
How "That guy over at Classic Inlines can sell his small Ford 6 aluminum heads for $1300-$1400 bucks....surely someone could do the same with the Stovebolts and GMC's." also amazes me.
Does anyone have any experience with the LENS process for producing very limited runs of complex metal parts? Some engineers at my workplace tell me that it is less expensive and quicker than casting or machining. They have made some fairly large pieces (about 30"x10"x10") in titanium with the LENS process.
Hoyt, im not familiar with the LENS process you speak of, but it sounds interesting. Here is a comparision we can probably all relate to. How much different in cost would you think it would be to cast a 12 port Stovebolt head as opposed to the Sissell 12 port head. They are real close to the same size, and the machine work to complete both heads would be the roughly the same as far as time and additional parts like valve seats, guides, etc... Kirby has had his heads cast in a relatively low volume, but his unit cost per head to have them cast is reasonably cheap. So where does this extreme $5000 cost come from for a finished head with no porting come from that the Wayne Manufacturing Co. was trying to sell either the GMC or Stovebolt for. When a finished Sissell head is easily half that, depending on what level of completion you buy.
Gentlemen;
As I recall; the latest 12 port ones
from Wayne Mfg Co. (circa 1999) were
around $4400 complete.
I know they sold 6-7 units before they
ran short of rocker arms etc.
I paid $1000 for mine in the 60s,
from Harry Warner in Burbank. Then sold
the whole car for $4000 in 1983.
It's all those 'accessories' that add up.
Everythings "custom" etc.
-------
There's a bunch (20-30) castings in a
Warehouse somewhere. Where/how much
is the "big" question...
It's been about three-four years since
I talked to the guy in Pentaluma, Ca.
Someone might 'buy out' one of those
guys & re-start it (Wayne Mfg Co) all??
He may have the same mailing address??
That group bought all the rights to the
name, the molds and everyhting from the
Wayne estate back then (1997-98).
I saw on another forum several years ago when that whole Wayne thing fell apart, that a guy in Australia claimed that there were still a batch of those heads at a foundry in Australia just sitting waiting to be payed for so they could be shipped. They apparently were having them cast in Australia, and then finish machining them here in the states. I dont know how true that is, but if you could find the foundry, i'd say if they still have them, that for pennies on the dollar you could by a pallet load of unmachined GMC or Stovebolt heads, if they hadn't already melted them down or if someone else hasn't already gotten them.
I'll have to check with my friend here. He bought one and I think he ended up with one that needed to be finished. I don't know if he still has it.
so the only alternative right now is to run a GMC, and buy one of the 12 ports available for it?...
Weren't there a # of 12 port heads made, back in the day, for the 235/261 engines. Both the 15 and 18 bolt versions.
It is just a matter of finding one. Tom
Weren't there a # of 12 port heads made, back in the day, for the 235/261 engines. Both the 15 and 18 bolt versions.
It is just a matter of finding one. Tom
Tom -
You are correct. There were a number of 12-Port Wayne Chevy heads produced. However, the majority of those were the 15 bolt version. The 18 bolt head was originally produced in 1957. I don't know how many were done, but I would assume there were not very many.
I have heard the 15 bolt version can be adapted to the newer engines, but I have never personally seen it done.
Bob
so even if one were to supercharge a three port motor, the exhaust problems are still an issue?...
Dear Bob;
If Harry Warner is still with us,
he would know about all that.
You could check with Bob Toros also.
Good luck.
Dear Dawg;
That's correct, Sir.
The 216-235-261s all have that
basic head design, with little
change from It's beginning in
1937, till ending in 1962.
--------
Wayne & Harry 'teamed up' after
WWII to build the 12 ports and
all went well till the SBC 265"
V-8 came out in 1954.
After that; the "muscle car" era
began and the 'flatheads'/'sixes'
all took a "backseat".
-------
They just tested (engine dyno) a
377" small V-8 on pump gas (9:1)
& a single 'quad' with 506 HP @
4,800 RPM...
It's really tough to get 1 HP per
CID with the early sixes. Even
then; they have a really short
lifespan and cost over $4000.
Most do it still; "just for fun".
Good luck.
so what you're sayin is we need a good head...
Dear Dawg;
Well; that's a start.
------
Ya see; with 4 main bearings the crank
does a little 'dance' at 5500 RPM and
that puts it into "self destruct", at
about 5800-5900. That's the MAX.
The later ones have seven and will do
9,000 RPM with a few modifications.
------
Build the early model and just run it
in the 'normal' RPM range (up to 4500)
and enjoy... A few @ 5500 is okay but;
if you miss a shift, It's all over.
So; be carfull, have fun and be happy.
Ya see; with 4 main bearings the crank
does a little 'dance' at 5500 RPM and
that puts it into "self destruct", at
about 5800-5900. That's the MAX.
Build the early model and just run it
in the 'normal' RPM range (up to 4500)
and enjoy... A few @ 5500 is okay but;
if you miss a shift, It's all over.
John -
I've had people tell me this story for years. We continually run a 12-Port GMC over 7,000 rpm and have not even hurt a bearing in 15 years. I think part of our success is a Fluid Dampner and torque convertor which absorbs alot of the harmonics.
Bob
Dear Dawg;
Well; that's a start.
------
Ya see; with 4 main bearings the crank
does a little 'dance' at 5500 RPM and
that puts it into "self destruct", at
about 5800-5900. That's the MAX.
The later ones have seven and will do
9,000 RPM with a few modifications.
------
Build the early model and just run it
in the 'normal' RPM range (up to 4500)
and enjoy... A few @ 5500 is okay but;
if you miss a shift, It's all over.
So; be carfull, have fun and be happy.
Ol' Smokey called that dance the "Hully Gully"
Dear Jerry;
In the 50s, I was very lucky. My
"self destruct" rate was very low
for engines.
In my first 216, I broke the crank.
Never had a major explosion but many
others did etc.
However; those 85Hp trasmissions never
did work/last very long. LOL
-------
By the time I finally got a Muncie 4spd
and the 12 port from Harry; it was 1963
and the (Hot Rod 6) era was long gone.
It would have been great though. My
3 window coupe only weighed 2640#.
Sold it all in 1983 and moved to the
desert. Tried some others in the 90s
(joined Inliners) but the $4.50 gas
killed all that. RIP
Got a couple of built 261s if ya know
any one that want's to spend money??
does a 302 GMC have more mains?...
No, but you can get a better cylinder head with a stock 983 GMC casting than with a Stovebolt.
And a lot more cubic inches. Like 320 with an eighth overbore, more if you stroke it.
and you can get a 12 port head for a GMC, but I wonder how much?...
Dear Dawg;
A lot; probably in the 4-$5,000
range (at least) all is different.
The same basic design; only biger/
stonger/longer/heavier.
Check with Arias, they should be
listed here.
Good luck.
Meanwhile, back to the original subject...
My 848 head's intake ports have been opened up and ported just as it was detailed in the hop up article written by Frank McGurk and published in the May, 1955 issue of "Hot Rod" magazine.
This head was ported in the early 60's and has not been used since the previous owner switched to the later engines when thay became available in 1963.
I purchased the head for my 261, and had it 'freshened' up, (cleaned, new large powerglide valves, springs, etc.) by a very reputable speed shop in my area.
While he was at it, I had three cylinders flowed on his 'SuperFlow' flow bench when he was done. I thought you might be interested in the results.
As freshened, the intakes flowed 200 cfm at .500 valve lift at 28" depression. At that point, the flow 'stalled', indicating port saturation. In other words, increasing the valve lift had no further affect.
Surprisingly, the exhaust was far more restrictive than the intake. As originally tested, the three exhaust ports chosen 'stalled' at 100 cfm, again at .500 valve lift. The graph generated showed a very large dip in the flow at .300 valve lift. All ports tested were very consistant with these results!
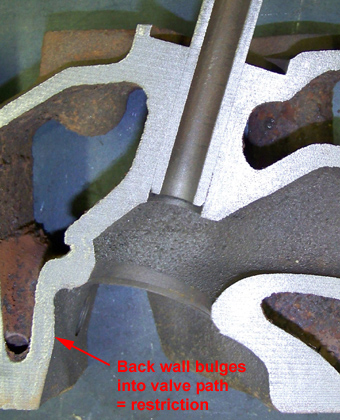
Looking closely at the exhaust valve and the combustion chamber, it was noticed that the combustion chamber wall bulges in towards the edge of the valve, before receding away as the valve opened further! The chamber wall shrouds the exhaust valve at exactly .300 lift! This was clearly indicated by the exhaust flow graph.
The speedshop machinist piloted a small boring bar in the exhaust valve guide, and opened up the chamber wall to unshroud the valve, and the ports were retested. Now, the exhaust flow increased to 120 cfm, again at .500 lift, and the large dip in the flow was gone!
The results were 200 cfm intake, 120 cfm exhaust, all at 28" depression, .500 lift, and a smooth flow curve.
I hope that some of you may find this interesting. Toolman
Those numbers are far better than I would have predicted, thank you.
The valve head approaches the relief due to the 16° stem angle, and gets pretty close before the wall flares out again. Is this where you mean?
Those figures also explain why most of the successful hot cams have more exhaust duration (120 ÷ 200 = 60%, far worse than the 75-85% we'd like).
If it can't dump the gas fast enough, leave it open longer.
Panic,(and others),
Yes, that is exactly where I mean. It appears that you can mill that bulge out if you don't go too far. I don't know how far the speed shop went, though. It does look as though you could make the chamber wall the same thickness as the thinest portion, paralleling the water jacket's inner wall. As I recall, that's what my head looked as though he had done.
The numbers were higher than I thought they would be, also. He, (the speedshop operator/machinest) said that the flow would support 300 horsepower, if, one could get the engine to rev that high.
He also agreed that the flow could be better if there was a more gradual short side radius leading into the valve seats. My ports are virtually flat, with a very small radius.
Lump ports, anyone?
In any case, it's academic until I am able to solve my rocker shaft alignment problem.
Toolman
what a horrible port shape to start with, the roof could use alot of work around the guide boss area, but I'm with the machinist, you almost need to add material on the floor to kinda straighten things out...
Just a guess: 300 hp is extrapolating from the common "2 HP per CFM of intake flow" used for a V8 (and suggested by some flow bench manufacturers), which gives .25 HP per CFM per cylinder or 1.50 HP per CFM for an L6, and in this case 300.
I think it's a bit optimistic since (as said) the RPM is limited by both the stroke length and the inherent design (the port flow rate has been established, but sonic wave tuning isn't practical for siamese ports), but especially by the difficulty in increasing compression using only conventional techniques and commercially available parts.
I would use 1.4, or even slightly less, as a prediction depending on how well developed the engine is. The carburetor area in particular must be fairly large, pulling perhaps as little as 1.0" Hg. A 235 @ 6,000 RPM could use 500 CFM.
Panic,
Of course, you're right. However, the statement was that the flow would support 300 horsepower. The engine, being rpm limited, would not produce that horsepower. My guess is that a 235, or, in my case, a 272 cubic inch 261, should produce about 230 to 245 hp. This is just a WAG. Toolman