Ok, I am finally getting close to getting one completed. My CAD guy has presented the latest drawing and I want you guy's to look it over.
Tell me if I am missing anything. Or need to change something. It is easy to do now.
Sticking to the 2 piece design. It is easier to access the cam without disturbing the oil pan seal.
That looks good! I was getting ready to make one. This will be much quicker and easier.
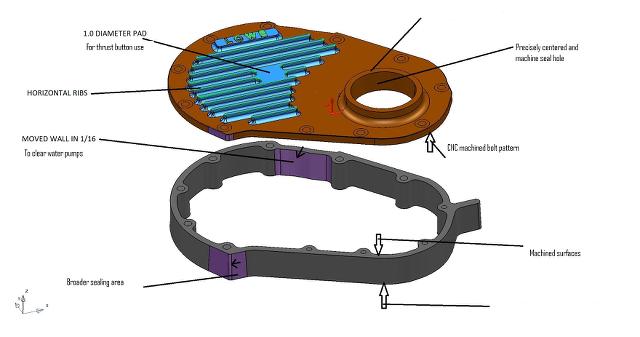
I have stopped giving design tips and advice to competitors, but you can eliminate the cam button pad and continue the fins all the way across the cover face. These engines can't use a cam button since they have a thrust plate that does that job.
If you are going through the trouble of copying a 2 piece, you might as well copy a better 3 piece unit.
Also make some gear's while you are at it.



Just my 2 cents.
MBHD
Do all the bolts go through both covers? If so would it be better if 2 bolts just held the inner part only so that when you take off the outer cover the gasket seal between the block and inner ring would have a better chance of staying intact. Use dowel pins to line up both halves of the cover. Just my 2 cents. Jay 6155
Hank, i've got a working 3 pc. timing cover prototype now, and it really just adds more work and cost to the final product, so I am just going to settle on the 2 pc. design. The removable outer cover is really only a novelty much anymore, and no one really changes the way the cam is degreed that way anymore at the track, they dial it in right when they build the engine.
Thanks for the input, guy's.
The other more important reason for the 1" boss, for internal clearance on a cam gear retention bolt.
Integrated 78,
The timing cover base is held to the oil pan by 1 bolt on each side and to the block with 1 bolt.
Should have them machined up by Christmas. Keep your fingers crossed.
I agree with Scott about the 3 piece design. Your cam should be all set and ready to go.
It doesn't look like a boss in the picture and I was going off of what it said in the description.
There is a purpose for adjusting the timing gears.
Sometimes you want the power to come in early, sometimes later, autocross, different tracks require different cam timing. Top speed runs etc, etc.
Having a 3 piece cover makes it so much easier & quicker to adjust.
http://www.compcams.com/Pages/413/cam-timing-lobe-separation-angle.aspxMBHD
The 3 pc timing cover only provides an advantage with the adjustable cam gear set from South America. The Cloyes timing set adjusts on the crank, so the whole front face has to be removed to change it, making the 3rd piece irrelevant with anything other than the South American timing set.
The 3 pc timing cover only provides an advantage with the adjustable cam gear set from South America. The Cloyes timing set adjusts on the crank, so the whole front face has to be removed to change it, making the 3rd piece irrelevant with anything other than the South American timing set.
That is why I suggested making timing gears also.
MBHD
The inline crowd is already a miserly bunch, and the market for those type of more costly parts just will be very slim for the cost to do it.
I can still go either way with mine at this point with a 2 or 3 pc cover or just make one of each. But the 3 pc will be a little more expensive and will probably have fewer sales, but we'll see.
Most manufactures just want to make as much of a profit as possible.
They should realize, if they make the price more affordable there would be more sales of there products. J.M.O.
MBHD
Its just expensive to make a steel gear drive timing set like the Joseph Competicion one's. There is heat treating involved which would have to be outsourced as well as the 3 main parts that would need to be machined to very tight tolerances, it's just not cheap. With the Cloyes set being just over a hundred bucks, it would be hard to compete against that. I might look at it if the material cost is reasonable.
My friend Ray has custom made gear sets for his Corvair engines & he told me it is not that pricey.
If you just have a couple made, it is not really too cheap.
But even then, still cheaper than buying from Brazil or Argentina.
I am not really in to selling parts, but I will look in to this further.
IIRC, my friend had told me the gear set could be made for about $150.
I would gladly spend $200 for an adjustable gear set, seems worth it to me anyways.
The cool factor is there also.

Jesel adjustable belt drive timing sets are really expensive, & those are for popular SBC's
http://www.ebay.com/itm/Jesel-Solid-Uppe...aba&vxp=mtrhttp://www.ebay.com/itm/Jesel-KBD-34500-...37b&vxp=mtrhttp://www.jesel.com/valvetrain/index.php/belt-drives?gclid=CPGJ6KrgysECFYVlfgodZY0A0wAnd we don't have belts that stretch out.
You know, if you really want to have an adjustable timing gear set, you wouldn't have to start from scratch. Just take a standard gear set and machine the center of the cam gear out. Then make a new hub that bolts to the cam and to the remaining part of the cam gear. Might not look as fancy as the S. American one, but would work as well. If you were in the parts selling business it would keep the price down too.
Also, back to Tom's original request for feedback on the timing cover - Why not make the 1" diameter boss larger in diameter. Make it fit a Hilborn fuel injection pump.
You know, if you really want to have an adjustable timing gear set, you wouldn't have to start from scratch. Just take a standard gear set and machine the center of the cam gear out. Then make a new hub that bolts to the cam and to the remaining part of the cam gear. Might not look as fancy as the S. American one, but would work as well. If you were in the parts selling business it would keep the price down too.
Also, back to Tom's original request for feedback on the timing cover - Why not make the 1" diameter boss larger in diameter. Make it fit a Hilborn fuel injection pump.
The way that the cam gear is made doesn't allow that, so you have to make a dedicated cam gear to do this. I have(4) different style timing cover patterns I can cast that allow a Hilborn style pump to mount up.
I'd like to be able to run a mechanical tack off the end of the cam.
Walt,
You bring up a good point about the can gear. I will study a gear and see what it will take to do it.
The pump drive,I had thought about. A second top piece could easily be made. The hardest part is the base.
Beater,
You do realize the cam turns half of engine speed?
Yeah, my tack only goes to 3,500.

They ran them off the distributer which runs off the cam. It can't be too hard. They even ran them off of generators that ran off of belts. It's just numbers.

Good I couldn't see the block bolt from the drawing and forgot about the pan bolts. Jay 6155
Getting the mold CNC machined next week. Maybe get some castings by mid November.
Tom,
I see in your drawing the crank seal bore is straight thru. Suggest you may want to have a step in the bore to locate the seal.
Good eye! I am adding .200 to the inside diameter. This way the seal will have a "stop".
Anything else?
The pattern is at the foundry now. Hope to get the first ones by the end of week. Will get the tooling setup to CNC them.
Got the first 3 samples from the foundry. What a nice piece! Looking forward to getting them jigged up for machining on the CNC.

Update.
Machining is under way. I am slow , but am getting it done. The spacer is completely jigged and machined. The cover is next.



Looks great! What needs to be customized to go into an engine? Cover gasket? Stock crank seal?
Mark
Stock gasket for the pan and timing cover. I have really designed it to be a bolt in. Stock seal used. In fact, the plan is to only use Ultra black RTV to seal against the block and the cover. Those surfaces are machined and will seal easily.
The timing cover is done, well except the 2 bolt holes for the oil pan on the edge.
Will get a few polished up and a few blasted.
Took a long time to get my jig made and then the software perfected.
Notice the recess for the seal to hit/ bottom on.





Been machining a bunch up lately. Just getting ahead and sending to the polisher. These pics show the raw casting, metal filings and the finished machined part. This is just the cover.
It took some time to figure out the dimensions to clear a stock balancer and cam gear. Clifford covers do not clear the stock balancer.





